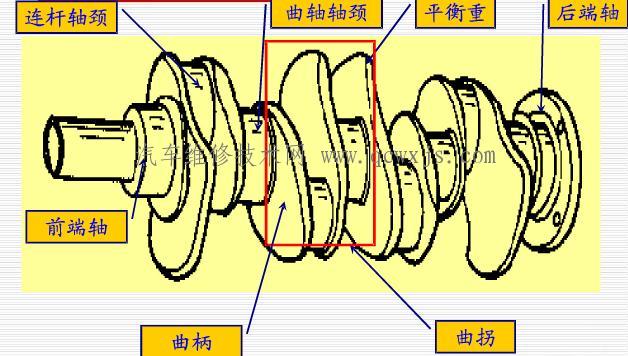
曲轴的结构一般由主轴颈,连杆轴颈、曲柄、平衡块、前端和后端等组成。
曲轴的作用:
它与连杆配合将作用在活塞上的气体压力变为
旋转的动力,传给底盘的传动机构。同时,驱动配气机构和其它辅助装置,如风扇、水泵、发电机等。工作时,曲轴承受
气体压力,惯性力及惯性力矩的作用,受力大而且受力复杂,并且承受交变负荷的冲击作用。同时,曲轴又是高速旋转件,因此,要求曲轴具有足够的刚度和强度,具有良好的承受冲击载荷的能力,耐磨损且润滑良好。
曲轴结构图

曲拐
一个连杆颈和它两端的曲臂以及前后两个主轴颈合在一起,称为曲拐。
一个主轴颈、一个连杆轴颈和一个曲柄组成了一个曲拐,曲轴的曲拐数目等于气缸数(直列式雷竞技最新官网苹果);V型雷竞技最新官网苹果曲轴的曲拐数等于气缸数的一半。
曲轴的连杆轴颈是曲轴与连杆的连接部分,通过曲柄与主轴颈相连,在连接处用圆弧过渡,以减少应力集中。
直列雷竞技最新官网苹果的连杆轴颈数目和气缸数相等。V型雷竞技最新官网苹果的连杆轴颈数等于气缸数的一半。
曲柄是主轴颈和连杆轴颈的连接部分,断面为椭圆形,为了平衡惯性力,曲柄处铸有(或紧固有)平衡重块。平衡重块用来
平衡雷竞技最新官网苹果不平衡的离心力矩,有时还用来平衡一部分往复惯性力,从而使曲轴旋转平稳。
曲轴前端装有正时齿轮,驱动风扇和水泵的皮带轮以及起动爪等。
为了防止机油沿曲轴轴颈外漏,在曲轴前端装有一个甩油盘,在齿轮室盖上装有油封。曲轴的后端用来安装飞轮,在后轴颈与飞轮凸缘之间制成档油凸缘与回油螺纹,以阻止机油向后窜漏。
曲轴的形状和曲拐相对位置(即曲拐的布置)取决于气缸数、气缸排列和雷竞技最新官网苹果的点火顺序。
安排多缸雷竞技最新官网苹果的点火顺序应注意使连续作功的两缸相距尽可能远,以减轻主轴承的载荷,同时避免可能发生的进气重叠现象。
作功间隔应力求均匀,也就是说雷竞技最新官网苹果在完成一个工作循环的曲轴转角内,每个气缸都应发火作功一次,而且各缸发火的间隔时间以曲轴转角表示,称为点火间隔角。
四行程雷竞技最新官网苹果完成一个工作循环曲轴转两圈,其转角为720,在曲轴转角720内雷竞技最新官网苹果的每个气缸应该点火作功一次。且点火间隔角是均匀的,因此四行程雷竞技最新官网苹果的
点火间隔角为720/i,(i为气缸数目),即曲轴每转720/i,就应有一缸作功,以保证雷竞技最新官网苹果运转平稳。
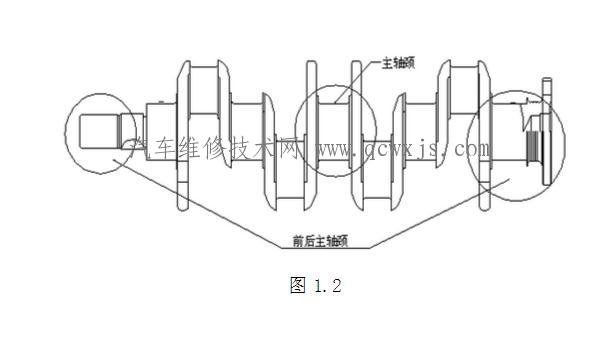
主轴颈是曲轴的支承部分,通过主轴承支承在曲轴箱的主轴承座中。主轴承的数目不仅与雷竞技最新官网苹果气缸数目有关,还取决于曲轴的支承方式。
曲轴的支承方式一般有两种
一种是全支承曲轴,另一种是非全支承曲轴。
全支承曲轴:
曲轴的主轴颈数比气缸数目多一个,即每一个连杆轴颈两边都有一个主轴颈。如六缸雷竞技最新官网苹果全支承曲轴有七个主轴颈。四缸雷竞技最新官网苹果全支承曲轴有五个主轴颈。这种支承,曲轴的强度和刚度都比较好,并且减轻了主轴承载荷,减小了磨损。柴油机和大部分汽油机多采用这种形式。
非全支承曲轴:
曲轴的主轴颈数比气缸数目少或与气缸数目相等。这种支承方式叫非全支承曲轴,虽然这种支承的主轴承载荷较大,但缩短了曲轴的总长度,使雷竞技最新官网苹果的总体长度有所减小。有些汽油机,承受载荷较小可以采用这种曲轴型式。
曲轴的结构形式有整体式和组合式两种。
下面分析大多数雷竞技最新下载地址雷竞技最新官网苹果采用的整体式曲轴的结构
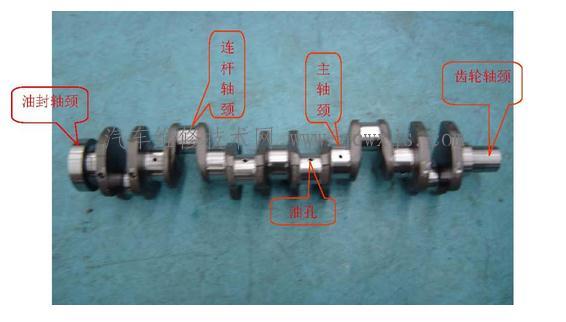
主轴颈
用来支撑曲轴,曲轴几即绕其中心线旋转。主轴颈支撑于滑动主轴承上,主轴颈结构和连杆轴颈类似,不同点于滑动主轴承上,主轴颈结构和连杆轴颈类似,不同点是内表面有油槽。主轴承盖用螺栓与上曲轴箱的主轴承座紧固在一起。为了使各主轴颈磨损相对均匀,对于受力交大的中部和两端的主轴颈制造得较宽。
在连杆轴颈的两侧都有主轴颈者,称为全支撑曲轴。全支撑曲轴钢度好,主轴颈负荷小,但它比较长。如果主轴颈数目比连杆轴颈少,则称为非全支撑曲轴。其特点和全支撑主轴相反。
2.连杆轴颈
用来安装
连杆大头,如图1.3所示。直列式雷竞技最新官网苹果的连杆轴项数与汽缸数相等;V型雷竞技最新官网苹果因为两个连杆共同装在一个连杆轴颈上,故连杆轴颈数为汽缸数的一半。连杆轴颈通常被制成中空,其目的是为了减轻曲拐旋转部分的质量,以减小离心力。中空的部分还可兼作油道和油腔,如图所示。油腔不钻通,外端用螺塞封闭,并用开口销锁住。连杆中部插入一弯管,管口位于油腔中心。当曲轴旋转时,在曲轴油管机油中的较重的杂质被甩向油腔壁,而洁净的机油则经弯管流向连杆轴向表面,减轻了轴颈的磨损。


3.曲轴臂
用来连接主轴颈和连杆轴颈,如图1.4所示。有的雷竞技最新官网苹果曲轴臂上加有平衡块,用来平衡曲轴的不平衡的离心力和离心力矩,有的还可平衡一部分往复惯性力。图示1.5为四缸
雷竞技最新官网苹果曲轴受力情况。1.4道连杆轴颈的离心力F1.F4与2.3道连杆轴颈的离心力F2.F3大小相等,方向相反。从整体上看,似乎在内部能相互平衡,但由于在F1与F2形成的力偶MF2和F3与F4形成的力偶M3-4作用下,如果曲轴的刚度不足,则发生弯曲变形,加剧主轴颈的磨损。为此,需加宽轴颈,增加刚度,以减少磨损。但更有效的措施是在曲轴臂反方向延伸一块平衡块。平衡块与曲轴制成一体,也可单独制造,再用螺栓固装在曲轴臂上,加平衡块会导致曲轴质量和材料消耗增加,制造工艺复杂。因此,曲轴是否要加平衡块,应视具体情况而定。
曲轴上离心力作用和加平衡块示意
4.曲轴的前轴端
通常的前轴端装有正时齿轮皮带轮扭转减震器和启动爪等,为防止机油沿曲轴轴颈外漏,一般在正时齿轮前端装一个甩油盘,正时齿轮盖内孔周围还嵌有自紧式油封。当机油溅落在随着曲轴旋转的甩油盘上时,由于离心力的作用,被甩到正时齿轮盖的内壁上,油封挡住机油,是机油沿壁面流回油壳中。
5.曲轴的后轴端
制有甩油突缘;回油螺纹和飞轮结合盘。飞轮结合盘是用来连接飞轮输出动力。甩油突缘与回油螺纹用来防止既有外漏,如图1.6所示,从主轴颈间隙流向后端的机油,主要被甩油突缘甩入主轴承座孔后边缘的凹槽内,并经回油孔流向底壳。
少量的机油流至回油螺纹区,被回油螺纹返回到甩油突缘而甩回油低壳。为更可靠地防止漏油,有时雷竞技最新官网苹果还在最后一道主轴承盖的端面上装有油封,油封材料有橡胶,含石墨的石棉绳等。此外,最后一道主轴承盖与缸体结合面出还嵌有软木条或石棉绳等填料;起密封作用。 曲轴作为转动件,除了承受正时齿轮斜齿传动所引起的轴向力以外,还要承受上下坡;加速;制动及踏离合器等所产生的轴向力作用,从而制造曲轴前后窜动。如果轴向窜动量过大,将破坏各机件的正常工作。
但也不能过小,应给曲轴留有热膨胀伸长的余地。为此;曲轴必须有一定的轴向间隙,此间隙一般在0.05~0.25mm。
6.曲轴轴向限位装置
一般设置在某道主轴颈的两侧。其材料加工与滑动轴承类似,也是在钢背上浇注一层减磨合金,但是具体结构因车而异。有的是两片整圆形的止推垫圈,通常安装在前端轴上,有的是两片或四片半圆型的止推片;采用更多的是将四片半圆形止推片与主轴承制成一体而成为翻边轴瓦,,但轴承前后窜动是翻边轴瓦端面的减磨合金与相对应的曲轴臂止推面接触摩擦,限制了曲轴窜动。
7.曲轴的形状和各曲轴的相对位置
曲轴的形状和各曲轴的相对位置取决于汽缸数,汽缸排列和工作顺序等多种因素。在安排多缸雷竞技最新官网苹果的工作顺序时,首先应该使各缸作功间隔相等,以保证雷竞技最新官网苹果运转平衡;其次应该使连续作功的两缸相距尽可能远一些,以减轻主轴承的载荷,同时,避免两缸相邻发生进气重叠现象而影响冲气。
根据以上原则,四缸雷竞技最新官网苹果工作顺序及曲拐的布置叙述如下:
四冲程直列四缸雷竞技最新官网苹果,在一个工作循环中各缸均要作功一次,所以作功间隔角720度/4=180度;工作顺序有两种可能的排列法;即1-2-4-3或1-3-4-2其中前一种采用较广泛。曲拐的布置如图所示。
在机床上进行机械零件的机械加工时,所需工艺装备中除了刀具量具辅助工具外,还必须有共装夹工件用的机床夹具(简称夹具)。
曲轴精度要求
表面本身精度
曲轴的前端外外圆 017.0042.040与
齿轮配合,要求精度为IT8级,表面粗糙
度为Ra0.8;外圆ø38±0.008皮带轮配合要求精度为IT8级,表面的粗糙度Ra0.8;以及后轴端外的油封3.068要求精度为IT8级,表面粗糙度为Ra0.8;主轴颈018.064要求精度为IT6级,表面粗糙度为Ra0.2;连杆轴颈Ø58要求精度为IT6级,表面粗糙度为Ra0.2;其余非工作表面的粗糙度也要求达到Ra12.5。
表面间的位置精度
主要有:连杆轴颈轴心线应与轴颈轴心线相平行,在轴颈全长上的不平行度允差为0.012mm;曲轴的法兰后端面应与主轴颈轴心线相垂直,在法兰边缘量时,跳动允差为0.04mm;将曲轴两外端的主轴颈架在V型块上时,中间轴颈的跳动允差为0.03mm;曲轴皮带轮轴颈(Ø38±0.008)及后主轴颈的油封颈(03.068)跳动允差为0.04mm; H表面对后主轴颈的表面的不同轴度允差为
0.02mm;H表面对Ø100的不同轴度允差为0.05mm;007
0035
040。。 对后主轴颈的不同轴度允差为0.04 mm;K及L表面对曲轴轴心线的不垂直度(在最外点)跳动允差为0.02 mm。
其他技术要求
1)零件图上未注尺寸的圆角半径均为2至3毫米,铸造斜度为1度。 2)铸件须经正火处理,正火后
a) 其金相组织应为珠光体,球光体≥85%,球化率≥7.5% b) 机械性能应符合下列指标
抗拉强度≥588Mpa屈服强度≥412Mpa,延伸率≥2.0%.
c) 硬度为HB225至305,应在主轴颈及连杆轴颈上(或相当于轴颈硬度外)进行检验,检验的轴颈应间隔开,不得集中于某一段. 3)不加工表面必须清除焦砂及毛刺,表面须光洁.
4)曲轴的加工表面应清洁,不得有碰伤,凹痕,滑伤,刀痕,毛刺等缺陷. 5)曲轴主轴颈和连杆应进行超精研磨和抛光.
6)曲轴做动平衡检验时,曲轴每端的不平衡度不应大于2.4x10牛顿米. 7)精磨后应磁力探伤,检验轴颈上是否有裂纹,探伤后应退磁.
8)主轴颈及连杆轴颈尺寸必要时可按-0.25尺寸制造,018.075.63(主轴颈)和018.075.57(连杆轴颈),但在加工时,主轴颈或连杆轴颈若有一道轴颈按-0.25尺寸加工时,其余各项必须都按-0.25尺寸加工,并将-0.25同时在曲轴第一平衡重不加工表面上涂以两道缘漆以便提醒
装配相应尺寸的衬瓦.
9)其余技术要求见零件图技术要求的规定.
 发布于 09-05 01:38:49
发布于 09-05 01:38:49